



�X݆���ǙCе�����ЏV�����õ���Ҫ������һ���X݆���ϕr�����ڲ��ɱ���ش������X�ࡢ�X�ε��`����\�D�^���Е��a�����ϛ_�����l���c�X݆�����l���������������X��֮�g������������Ҳ�l��Ħ�����������X݆���X݆������еĻ��A����������X݆���������X݆����ʮ�ֱ�Ҫ�����ľ��X݆���a��ԭ�����OӋ�������^���Б���ȡ�Ĵ�ʩ��һ̽ӑ��
�X݆���a���C��
�����X݆���c���}�ӛ_��
һ���u�_���X݆�ڂ����^���У������X݆�Ľ��|�c���ߵ�܉�Eʼ�K�ڇ��Ͼ����B�m�������\�D����D1��ʾ��
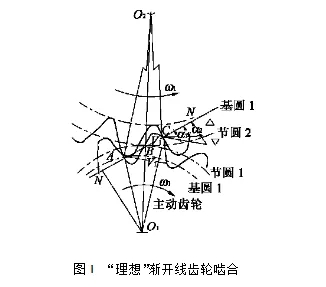
�D1�У�݆O1�������X݆���Խ��ٶ�ω1형rᘷ�����D��݆O2�鱻���X݆���Խ��ٶ�ω2����rᘷ�����D�����X݆�ć������cA�_ʼ���ϣ��S�����ӵ��M�У����X���ć����c���������Ͼ�NN�Ƅӣ��������M�е�����݆���X픈A�c���Ͼ����cC�r����݆�X��Ó�x���|���X݆���ڇ����^���У���ͬ�Ļ��Aչ�_���������ĝu�_�����L�Dz���ȵģ���ˣ��a���X���������ӣ������������Ͼ����X���g���������ٶȵĴ�С���S�����cλ�ò�ͬ����׃�������ԇ�����ʼ�cA�ͽKֹ�cC�����������ٶȞ�����ڹ��A���cB�����������ٶ���С�ӽ����㡣�ڹ��A���cB���������ӷ����_ʼ��׃�����ڇ����X���ϴ������������ӣ��t�،��a������Ħ�����������������ٶȷ�����B�c��׃�r��Ħ��������Ҳ�_ʼ��׃������Ħ�����Ĵ�С�c�����׃�����¹��c�ϰl���������}�ӣ����С�c���m�r�g�c�X݆���ϕr�Ă��������X݆�g��Ħ��ϵ�������������ٶ��c���D�ٶȳ����ȡ���ˣ��X݆�Ă��f����Խ���D��Խ�ߣ��X݆����ֲڶ�Խ��t���c�}�ӛ_��Ҳ��Խ���@�N�}�ӛ_��ʹ�X݆�a�����Ӳ�����Ħ�������Ԍ�һ��“����”���X݆���f���ڇ����^���Юa�����}�ӛ_�����y�Ա���ģ��@ʹ�X݆���Ӯa�������c����
�X݆�ć��ϛ_��
һ���X݆�ڇ����^���У�����݆�X������،��a��һ���̶ȵď���׃�Σ���ˣ�ÿ��һ��݆�X�����ϕr��ԭ�퇧�ϵ�݆�X���d�ɾ͕������p�٣������͕����������d��λ�û֏�׃�Σ��Ķ��o�X݆�wһ��������ٶȣ��ټ���ԭ�Ї���݆�X�����d�µď���׃�Σ�ʹ���ϵ�݆�X���ܵõ��OӋ�X����ƽ�����|���l����ײ���γ����^“���ϛ_����”���X݆���@�N�����������£�Ҳ�����l���X݆��������ӡ�������ӡ��S����ӣ��Ķ��a��������ͨ�^�՚⼰���wý�������ȥ������X݆�����^�������a�����}�ӛ_���͇��ϛ_��ʹһ�������X݆�a����ӣ��Ķ�ݗ�������
�X݆�OӋ�Ľ����ʩ
���ü����X
�ڱ��C�X݆���ȵĻ��A�ϣ����ñM���ܴ���X��ϵ�����@�������������غ϶ȣ����������X���p����������݆�X�����ԣ��������������݆�X�����ӣ���ҲҪע�������X��ϵ�����Ƶėl����
1)�X݆���X플�����С��0.3mn;
2)�c�����ϵ��X݆���X�����X픲��l�����档��ijƷ�ƹ�˾��һ�N���̙Cе׃������ݔ������(�ٶ��^�߶�)���X݆��ԭ���Ę˜��X�߸Ğ鼚���X��ģ����ԭ����4mm�Ğ�3.5mm�������X����2mn�Ğ�2.5mn���X݆���غ϶���εα=1.42���ӵ�2.12���Ķ�ʹ׃�������������3dB��6dB��
��׃ģ�����X��
�X݆�Ą���һ���S��ģ������������������ڂ��f�����^����X݆���X������׃������ҪӰ����أ����x���^��ģ����ģ��Խ����ԽС��������һ���d�ɲ�����X݆�����M�����x���^Сģ�������˕r�ļӹ��`������Ҫ��Ӱ����أ�����ģ��С�������X����ʹ�غ϶�������������߂���ƽ���ԣ���������ģ�����X����������ϵ�y�������l����Ӱ푣��OӋ�r���C�Ͽ��]��
�����غ϶Ⱥ�׃λ
�غ϶�Խ���X݆����Խƽ����Խ�����ڽ��������ʑ������x��б�X݆���ӡ������X݆�M����׃λ��ʹ�X݆�X픇��Ͼ���׃�L��ͬ�r�����X݆���ȣ������ڽ��������X݆׃λϵ���Ĵ_�����X݆�OӋ�зdz���Ҫ�����ء�����Ӱ��X݆�ď��ȣ���Ӱ��X݆�ć���������һ����OӋ�փԾ����X݆����ƽ�����l�c�����x��׃λϵ�����������]���Խ�������ָ���M��Ӌ�㡣
�X������
���d�r݆�X��Ҫ�l��׃�Σ����H�X���c��Փ�X�ξ����`��������d�����������ܵIJ���Ӱ푿���ͨ�^�X�����κ��X������p�١��X픡��X�����οɽ��͇��롢�����_�����X��������������Ĥ�γ��Ҿ��dЧ���ã������ڽ����������oՓ�ķN��ʽ���������غ϶�(�̶��^С)�������������m�����Ӵ�����
�X������
�X�����η֞����������X�����μ������R�������X����ʹ�X���Π�ƫ�x��Փ�X�����������X픸������X���Π��M�������R������;�������X�����渽�����X���Π��M�������R���������X���`�����Ӱ������Փ�͌��`���C�����X픾����^�����ƫ��r(���X����)���X���а��r�������a���̶��ļ�������X݆���ϕr݆�X�Џ���׃�κ��X݆���������X���`����X���`��������X݆���ϕr��˲�r�_�����a����Ӻ�������ˣ����˜p���X݆�ڇ��ϕr�����X�������ɵć��ϛ_����ʹ�X݆������A�����ӣ����X픵ĸ��沿���г���������D2��ʾ���������`��������X����ε����ã�������M���X����Εr���X݆���ȑ��_��7�������ٸ���8��������Ҫע�⣬������̫���Еr�����Ȳ�����߀Ҫ������
�X������
�X�����μ������R�����X�������������X�棬ʹ�X���Π�ƫ�x��Փ�ϵ��X�Σ��֞��X���ޱ������������X���ޱ�����݆�X��һ�˻�ɶˣ���һС���X�������ȣ����ճ��X����u�Ӵ���������Ҫ���X����������;���������������X������(��ͬ�r�����X������)���k����ʹ݆�X���X���в��^���c�������X����|���X݆��������������Ͱ��b�`��X݆���f���ʕr݆�X�a��׃�Σ�ʹ�d�����X������ֲ��������Fƫ�d�F�������݆�X�ij��d����������X݆�Ľ��|���ȣ�ʹ�X��ؓ�ɾ������X�����ε��k�������˼ӹ����㳣�����X���ޱ��ķ�������D3��ʾ��ʹ�X��ɹ��Σ��@���ڇ��ϕr��݆�X���|̎���в����pС�����ڽ��|���Ȳ�����ɵ�����

�X��ֲڶ�
�X��ֲڶ���Ӱ�������Ҫ���أ��ֲڶ�Խ���X݆���ӕrĦ������Խ����Խ���X��ĥ�pҲԽ�졣�e�������X݆�Ĺ��A���µ��X���͏Ą��X݆���A���ϵ��X����
���|��
�X݆���Ͻ��|��Խ��λ�X�������(����)��ԽС��݆�X׃�ξ�ԽС�������ڽ�������
���ȵȼ�
�p�d�r�����`���c���b�`������Ҫ���ã����d�r׃�ε�Ӱ푴��ڇ����`���ʹ�����`�����Ӱ��^С����ˣ�����X݆�ӹ��ľ��ȵȼ�Ҳ��һ�l�����X݆������Ҫ��ʩ��
�X��ƫ�����ƫ���Լ����Ͻ�ƫ��
�@Щƫ��ܼӴ�݆�X�����^���еĄ���׃�������X��ƫ���������ǰ��S���X݆�����l�ʶ��a���ģ�����ϵ�݆�X�X��ƫ��˴�֮�g�������������������a������Q�������õ��Ǹ�����`��ľC�����á�����ƫ��ȷ�ӳ�X���Aбƫ��ΔfHα(�X�ν��`��)���ַ�ӳ���X��ƫ��Δfpt��������݆��˜ʝu�_��������݆��������ƫ��Δfpb�r���X݆�M�뇧�ϕr���l���_��;�෴��������݆��ؓ����ƫ��r�����������X��M�뇧�ϣ��������X݆�X���в���ijһ�c�M�뇧�ϣ��@�N��r����_��Ҫ����������ƫ��r����_��ҪС�����������X݆���л���ƫ��r�����Ԍ����������X݆�Ļ���ƫ��֮�����鿂�Ļ���ƫ����ͬ�ӵ�̎�������ҿ����X݆���d����׃��Ҳ��������`�����̎�����ҹ�˾���^�V����ʹ�����@�N���X݆�ӹ���ע������`����Ƶķ�������������ȡ�ñ��^�õ�Ч������ҲҪע�����ƫ��ȡ���m�������ҹ�˾��һ���X݆���������X݆���X���Aбƫ��fHα��+0.018�������X݆���X���Aбƫ��fHα��-0.035�r���a�����^������������������X݆���X���Aбƫ��fHα���ޞ�+0.005�r������r�кܴ���ơ�
�X���۷e�`��
�X݆�����^�����X���۷e�`��ÿ�ܳ��F�ɴ�(һ��һؓ)��ʹ�X݆�l���[�ӡ������݆�X���a���Ĕ[��������p�����a����ͬ�̶ȵ�����݆�X�ķֶ��`��Ҳ����������
�X���`���c�XȦ��������
�X���`���c�XȦ����������݆�Xÿ�·�����ͨ���������Λ_����ӣ��e����ֱ�X���ϕr������������
�X݆����Ľ����ʩ
�A���X݆���õļӹ���ˇ������Lĥ��ˇ��L�깤ˇ���L�X�r�X݆���X�ξ��Ȳ��Hȡ�Q�ڝL�����ȡ��C�����ȣ������c���b�����������е��Pϵ������C���c�L���ľ��ȵõ����C���t�L���İ��b�����@��������Ҫ���L�����b����Խ�ߣ��X���`��ֵ��ԽС��
�X݆�ӹ��ķ�ʽ���X݆����Ҳ��Ӱ푡�����������Ҫ����ͬ�r�����X�X݆�ľ��ȿɱ�ĥ�X���X݆���ȵ�1����2����
�C���������齵�������x���m����ģ�����X����׃λϵ�����M���X�����Σ�����X݆���ȣ������ؿ��ƻ�����ӹ��^����ע���x�ú��m�Ĺ�ˇ�ֶεȡ����⣬���ú��m�ğ�̎�������������OӋ���w�Y�����x���m���ĝ����ͣ�����X݆�b�侫��Ҳ����Ч�ؽ�������
��Դ���W�j
������wԭ����C�����У�

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����
�ۺ����