ϵ�Ԓ")

ϵ�҂�")

�S�A�����Z誡���־�ݡ��ń���
��������ұ�O���о��OӋ��Ժ����˾������100029��
ժ��Ҫ��ᘌ���݁܈�C�������S�l�����ц��}����(j��ng)�^Ť�yԇ�c���棬����ָ���O���^�d��ԭ��(j��)���{(di��o)������ϵ�y(t��ng)�c��ˇ����(sh��)����Q���������S�l�����ц��}��Ч���@����
�P(gu��n)�I�~����݁܈�C��Ť�أ��yԇ�����棻�����\��
1��ǰ��
ij��܈�SE1��݁܈�C������ϵ�y(t��ng)�����a(ch��n)�^�����l�����F(xi��n)ʮ�ֽ��S���^�_�Ѻ͔����¹ʣ�Ӱ��������a(ch��n)��������¹�ԭ���˽�����S������B(t��i)����E1�cR1�������SŤ���M���˜yԇ���Y(ji��)�����a(ch��n)��ӛ䛵�늅���(sh��)�c��ˇ����(sh��)�M�оC�Ϸ����c���棬���_ָ����Ŀǰ��ˇ�l���½��S���ѵ�ԭ��
2���yԇ����
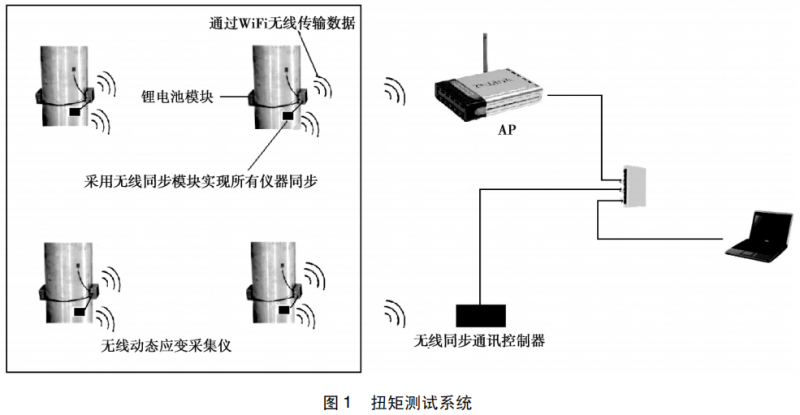
Ť�y�c�x�ڸ��f����S̎�����Ñ�׃ʽŤ�������y����Ť�yԇϵ�y(t��ng)��D1��ʾ�����ßo���ӑB(t��i)��׃�ɼ��x�����F(xi��n)�L�r�g���r���o�g��ӛ䛶�ͨ����̖���ɼ��x�����늳�ģ�K��늡��������ßo��ͬ��ģ�Kͬ�����o��ͬ��ģ�Kͨ�^�o��ͬ��ͨӍ���������ƣ��o��AP�c�o��ͬ��ͨӍ������ͨ�^���Q�C�cӋ��CͨӍ�����F(xi��n)��ͨ�����r��(sh��)��(j��)��ݔ�����rͬ����
3���yԇ�Y(ji��)�������c����
�D2��܈���^���е��͵�Ť�ز��Σ��ψD��E1������(c��)��݁1��3����Ť�أ��D��R1��݁1��2��3����Ť�ء�
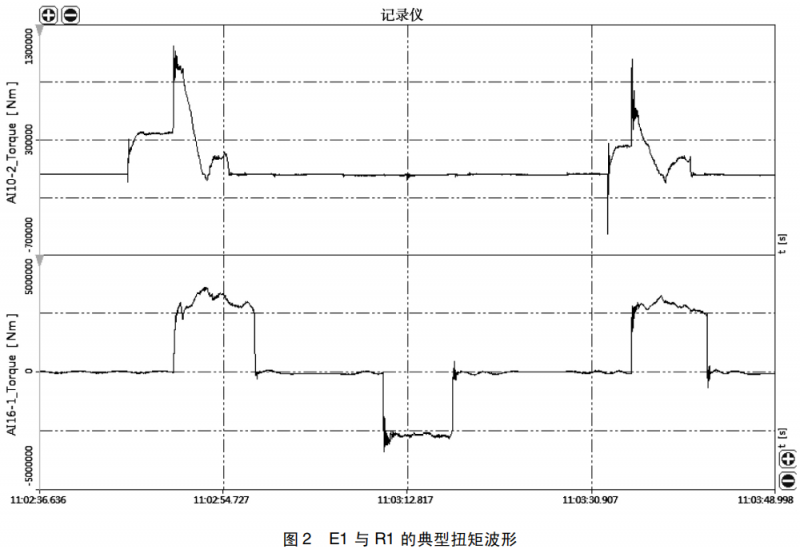
��݁Ť����������:
��1����ҧ���ֵ���ߣ�Ť��ƽ��(w��n)������ƽ݁ҧ�����݁Ť��ͻ���^���Ť�؛_����֮����u����ӽ����c����������һ���^�͵�Ť��ƽ�_��ֱ����䓡�
��3����Ť��Ҏ(gu��)���c��1������ƣ�����ҧ��˲�g�l(f��)�����^��ķ���Ť�؛_����ƽ݁ҧ���������݁Ť�؛_��Ҳ�^��
���ϬF(xi��n)�����:��݁�����S�ڶ����rŤ���������ģ����^��ؓ��������ƽ݁ҧ����a(ch��n)����Ť�؛_�����f����ƽ݁ҧ�˲�g��ϵ�y(t��ng)�O�����ٶȲ�����a��ƽ݁ҧ䓕r���a(ch��n)�����ٽ���ʹ����ҧ�˲�g��ҧ䓺�һ�Εr�g��(n��i)����݁��܈������ƽ݁��ʹ��݁�����˷�����ؓ�ɡ������ĽY(ji��)����ƽ݁���oҧ䓛_�������ȈD��ƽ݁��3������Ť�أ�ֻ�е�2������ҧ䓛_���壬�C�����@һ�Y(ji��)Փ��
R1ҧ䓺���݁Ť�������ƽ݁Ť����u�Ӵ�һ��һ����ͬ���ģ��f�����S��܈���^���У�ƽ݁��u�˷���Z����ҧ���ٽ����_ʼ����܈��܈�ơ��@���^��ֱ��ƽ݁Ť���_��Z����݁Ť�ؽӽ��㣬���D(zhu��n)���c����R1܈�C���ٽY(ji��)���r���D(zhu��n)���c��ͨ�^ϵ�y(t��ng)ӛ䛵����̖������c�D(zhu��n)���M�з����C�������ϽY(ji��)Փ��
���՜yԇ���r�Ĺ�ˇ��(sh��)��(j��)���ó���݁�����S�Č��yZ��܈������Z��Ť�ء�Z��������l(f��)���ڵ�1���Σ�����Z��Ť���cZ������l(f��)����R1ҧ��˲�g����˽��S�Ɖĵ�ԭ������:
��R1ҧ�˲�g��ϵ�y(t��ng)�O�����ٶȲ�����a��ƽ݁ҧ䓕r���a(ch��n)�����ٽ���ʹ����ҧ�˲�g��ҧ䓺�һ�Εr�g��(n��i)����݁��܈������ƽ݁��ʹ��݁�����˷�����ؓ�ɡ��@�ǽ��S�Ɖĵ���Ҫԭ���S�Ɖ�߀�c������ˇ�l�����P(gu��n):��(sh��)��(j��)�������a(ch��n)����ؓ�ɕr�ձ�䓜��^�͡���3�����^���(c��)�������Ƅ���������ҧ��r�^��ķ���Ť�أ�ʹ܈�C˲�g�����ɷ��������Ť�؛_����
����3�c����Ҫ�{(di��o)������ϵ�y(t��ng)�c��ˇ����(sh��)���Խ�Q������(j��)���y��(sh��)��(j��)�M�еķ��������4�ݣ�Z�����l(f��)���ڽ����^�ɵđ������Ѕ^(q��)���c���H�Ɖą^(q��)���Ǻϣ���̎��������������B(t��i)��ȡ������Փ�ĵ�Ч���������Д�����(j��)���Y(ji��)���������ڜyԇ���r�£����m���^�cʮ���SZ�����������ѳ��^�S�Ñ�������δ�_�����ѵď��ȘO�ޡ�
4���Y(ji��)Փ
ͨ�^�yԇ�����c���棬����˽�Q����:���R1ҧ䓕r��E1���ٶȲ�;��߳�䓜ضȣ��o����ZС���䓜�;�m�����͵�3����(c��)����;�o���˂����SŤ���c������늙C�������ֵ��ԓ�S���յ����������{(di��o)���˿���ϵ�y(t��ng)�c���ֹ�ˇ����(sh��)��Z�K��Q��E1�������S�l�����ц��}��
�����īI
��1�݄����ģ��������W(��6��)��M�ݣ�����:�ߵȽ��������磬2017��
��2���R���壮܈䓙Cе�OӋ(��2��)��M�ݣ�����:ұ�I(y��)�����磬2021��
��3���辰ȫ��܈�ƹ�ˇ����(sh��)�yԇ���g(sh��)(��3��)��M�ݣ�����:ұ�I(y��)�����磬2007��
��4���ϝ������������Z誣��ȣ�����Workbenh��SWC��(li��n)�S�����ѷ�����J�ݣ�ұ���O�䣬2015(S1):106��108��
����Դ��ұ����Ϣ�b��W(w��ng)��

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����
�ۺ����