



����
��������Fұ�F��܈������˾��
1������
���F��܈1750mm��݁܈�Cλ��R2��݁�����܈�C֮ǰ���cR2܈�C����γ��f��ʽ��܈�C�����Ђȉ��b������݁����Ҫ�M�ɲ��֣���������Ҫ�nj��ӟ�t�����İ����M�Ђ�߅܈�ƣ������ư������ȳߴ���Πͬ�r������߅�����T�B�M��׃��܈�B�M����������ˮƽ܈���^���Юa��߅�ѣ�Ӱ푰����|����
���F1750mm܈�CͶ�a7��࣬ǰ���O���\�����ã����S�����a����ļӿ죬�O��ĥ�p�Ӵ��Ƚ��ͣ���������a�^���У�С݆���ѡ�����|����Ȃȉ��b���l�����F���ϣ��������݁܈�C�Aб�ĬF��ֱ��Ӱ�������܈䓹���ͨ�^���¹ʬF���ԭ��������M����������݁܈�C�Aб�����ʣ����������a������M�С�
2����݁܈�C�ȉ��b�õĽY���c����ԭ��
2.1��݁܈�C�ȉ��b�ýY��
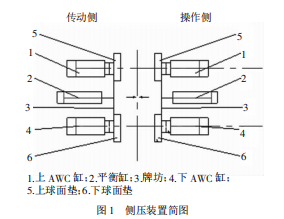
�y���b�÷ֲ���܈�C���ӂȺͲ����ȣ�ȫ������Һ���ӣ�ÿ����ƽ��Һ���ף����º��Qƽ��ף����ɂ�AWCҺ���ף����º��QAWC�ף���ƽ�����ȽM�ɡ�AWC���cƽ���ͬ���Õr�����F܈݁���_�ڶȵ��O�����ɂȂȉ��b�ÿɆ΄ӣ�Ҳ���ӡ�AWC���cƽ����̶��ڙC���ϡ��ȉ��b�þ��w�������£�
Z��܈�����أ��^�dϵ��2.75��5s늙C���l����2×616kN·m��
܈���ٶȣ�Z��݁�r����±2.9��5.67m/s���ȉ��ٶȣ��ȣ���80mm/s��
Z��ȉ�����60mm���p�ȣ���̼䓣����230mm����
��݁�_�ڶȣ�720~1750mm��
AWCҺ���ף�φ400/φ320×895mm����������27MPa��
ƽ��Һ���ף�φ220/φ140×1925mm����������8~12MPa��
�y���b��Ҋ�D1��
2.2�ȉ��b�ù���ԭ��
�ȉ��b���乲ͬ���ÿ��{��܈݁���_�ڶȡ�ԓ�b�����ж��г̿��ƣ�SSC�����ܣ��Ԅӌ��ȿ��ƣ�AWC�����ܡ����г̿��ƣ�SSC�����ڿ��ƴ�ȉ�������^��β���b�`��Ԅӌ��ȿ��ƣ�AWC����Ҫ��������܈����׃������Č����`�SSC��AWC�Ŀ�������Һ���ŷ�ϵ�y���F�ġ�
AWC��ͨ�^����|�c܈݁�S������ӡ��������ǣ�����܈݁�b���ڙC�܃��\�ӡ�AWC����λ�Ƃ�����������AWC��λ�Ùz�y��ͬ�����ơ�AWC�Ɏ�ؓ���{������AWC��Һ���ŷ�ϵ�y���b�Љ��������������ڙz�y܈�Ɖ�����
ƽ���ͨ�^�B�Ӱ��cƽ�������B��ƽ���������^���քe�c����܈݁�S������ӡ�ƽ�����Ă����b�л��壬�ϲ��b��С݆��ƽ��������ǣ�һ����������������B��ͨ�^ƽ����ʼ�K��܈݁�b��������AWC���^���ϣ���������|�cAWC���^��֮�g������|�c�S����֮�g���g϶��ƽ���λ�Ƃ�����������܈݁λ�Ùz�y��
3����݁�Aб����ԭ�����
����܈��ֻ��һ����݁܈�C��ÿ�K����܈������Σ�����һ����������Ύ��Мp��܈���O���������ĵ��δ��_�����܈�C�������^�ȉ��b�Ä����l���������׳��F�Aб���ϣ��Ķ�Ӱ��������a����݁�Aбԭ����Ҫ������݁ƽ����С݆���Ϻ�����|����������
3.1ƽ����С݆����ԭ�����
ƽ����С݆��D2��ʾ����ƽ�����̶��ڙC�܃ȣ������Cƽ�����ڙC�܃������\�ӡ��S���O�侫�ȵĽ��ͣ������a�^���У�С݆���������F�������S�����ѵȹ��ϣ����ƽ�����\�в�ƽ����ƽ������^����݁܈�C��Aб��Ӱ�܈����a��ͨ�^��Ιz���Q�z�飬������ԭ��飺�F���h�����ӣ���݁܈�Cǰ���b�и߉�ˮ�����b�ã��ۉm���Fм�^�࣬ˮ����С݆�o�ܷ⣬�H���S�Г�Ȧ�������M��С݆�S�ЃȲ�������S�п�����ӄ��S�НL��ĥ�p����ʹ�S�Гp�ģ������������Ϳ������S���L�r�g̎�ڟo�����͠�B������S�п�����С݆���Ͳ����㣬Ҋ�D2��
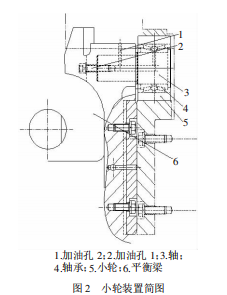
�Ϳ�1����Ϳף�ÿ�μ��Ͷ��茢�̶���˨������ҿ��g�MС�������ڼ��ͣ�С݆�����ۉm�^�࣬���ѷe���Ķ�����С݆�\�����������С݆����������ƽ������^��С݆�S�Џ��Ȳ��L���������ѣ���θ��QС݆�S�����ƽ�����̶����c�S�g϶�Ӵ�С݆���͔[��ʹ�̶����γəE�A�Σ���ʹС݆�p�ġ�
3.2����|�������ԭ�����
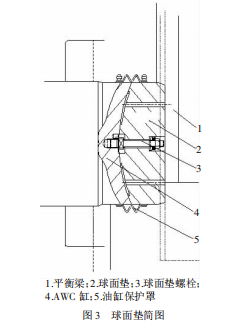
����|��܈��^���У�Z��܈������4000kN�������^��_�������������¸ף�������ʹ��˨���̡�����|���䣬�Ķ������݁��Aб��������ԭ��飺����|��˨���ȵͣ���˨����̎���ڑ������л������^��̎��δ��ɢ����˨�������ѣ����AWC���^�ݼy?�ģ��c��˨����g϶����˨�΄���ʹ���ѣ�����ĥ�p�����Ƚ��ͣ�ƽ�����c�Ʒ����g϶����܈��^���У�ƽ�����[�ӣ���������|��ʹ��˨���ѣ�AWC���������h�̶�����݁�Ʒ��ϣ�܈��^���У��_������������Σ����AWC���h�cAWC���w֮�g�g϶�����Ʒ�ĥ�p���F���鿴���l�F܈�C����ĥ�p�^��������pĥ�p�������a�^���У����w��Ҏ�t�[�ӣ������˨���ѣ�����AWC�ײ�ͬ�����ڹ�ˇ�����ˆT�Ŀ��_�r���Ŀ��_��ƽ���AWC��ͬ�r�s�أ���ƽ�����Aб�����ijһ������|�Љ��^����ʹ��˨���ѡ�����|Ҋ�D3��
4����݁�Aб���ϸ��M��ʩ
���˽�����݁�Aб�����ʣ��Y�ϬF�����H��r���ƶ��˾��w���M��ʩ��
С݆���ڝ�������׃�|�����ͺͷۉm�D�������bС݆�r�����b���_���_���͵���ͨ����ֹ�s���M���S�ЃȲ����S�Г�Ȧ�ι̣�С݆ǰ�����ӹΉm�壬��С݆�\���^���У���ǰ���ѷe�ۉm���������С݆�\��ƽ����С݆�S�и����M��SFK�S�У�����S�Џ��ȣ�����С݆�����͵���ͬ�r���S���_�ۣ�����С݆���ͣ����ô��ޕr�g����ƽ�����̶�С݆���M���ޏͣ����ڙz��С݆�\�D��r��������ǰ�l�F���}�����r̎����
����|��˨���øߏ���˨����˨���ǸĞ�A�ǣ����M�П�̎����������AWC���^�ݿ��ݼy�M���ޏͣ����Ӵ��ݼy��������˨�����ڜy���Ʒ��cƽ����֮�g���g϶���^��r�����m���Ӊ|�����C�Ʒ��cƽ�����ijߴ������1.4~2.1mm��AWC���h����һ��һ�ƶȣ��¾�����AWC�לy���ߴ��M���ޏͣ����C������ϣ��Ķ�ʹAWC�̶����ã��Ʒ�ĥ�p̎�����M���ޏͣ����C���b���ȣ�����|�·��Ӻ��мܣ��@�Ӽ�ʹ����|��˨���ѣ�Ҳ�ɱ��C�����䣬�S���������a�����ڙz�y����̖���ŷ��y��̖�������_����ͬ����
5�����M����
���^���ȉ��b�ò�ȡ��һϵ�и��M��������С݆�����h����С݆���ȣ�ʹС݆�����ʴ�ͣ���ÿ��5��6�ν��͵�ÿ��1��2�Σ�ȡ�������õ�Ч�����ڱ��C�O�侫�ȵ���r�£�����|����Δ����@�p�١�ƽ����С݆������|�ĸ��ƣ��p������݁�Aб�����ʣ����������a������M�У�ͬ�r�����˂���p�ģ����s�ɱ���
6���Y���Z
ͨ�^����݁܈�C�Aб�����M�з������ҳ��˹���ԭ������˾��w���M���������M������݁܈�C�Aб�����ʣ����������a������M�С��O�侫���DZ����O�������\�е���Ҫ����֮һ�����䵽�O����ڣ��O��ĥ�p�ӄ������ȇ��ؽ��͵���r�£��������C���ȣ�ͬ�rҲҪ�ӏ��O���c�z�ơ�
��Դ�������ұ��2014���003��

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����
�ۺ����